
Page 18 - BPW axles with air suspension Series O SL AL
P. 18
BPW axles with air suspension
4.4 BPW Hanger Brackets - Attachments
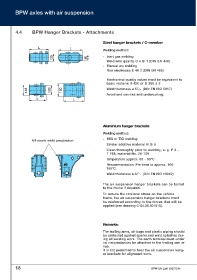
S Stteeeell hhaannggeerr bbrraacckkeettss // CC--mmeemmbbeerr
L L
Welding method:
125 80 Inert gas welding
Weld wire quality G 4 Si 1 (DIN EN 440)
Manual arc welding
Rod electrodes E 46 2 (DIN EN 499)
Mechanical quality values must be equivalent to
basic material S 420 or S 355 J 2
148 130 160 Weld thickness a 5 (DIN EN ISO 5817)
Avoid end cavities and undercutting.
L L
A Alluummiinniiuumm hhaannggeerr bbrraacckkeettss
Welding method:
- MIG or TIG welding
All-round weld preparation
Similar additive material Al Si 5
Clean thoroughly prior to welding, e. g. P 3 -
T 768, material No. 25-109
temperature approx. 50 - 60°C.
Recommendation: Pre-heat to approx. 100-
150°C.
Weld thickness a 8 (DIN EN ISO 10042)
The air suspension hanger brackets can be bolted
to the frame if required.
To reduce the torsional stress on the vehicle
frame, the air suspension hanger brackets must
be reinforced according to the forces that will be
applied (see drawing C-04.00.501516).
R Reemmaarrkkss::
The trailing arms, air bags and plastic piping should
be protected against sparks and weld splashes dur-
ing all welding work. The earth terminal must under
no circumstances be attached to the trailing arm or
hub.
It is not permitted to heat the air suspension hang-
er brackets for alignment work.
18 BPW-EA-Luft 1023701e